鎢銅複合鉚釘觸頭


簡介
複合鉚釘觸頭是指由兩種或者兩種以上的材料組合而成的觸頭。目前絕大部分的鉚釘觸頭都採用冷壓焊的原理生產,即將兩種材料一起鐓粗,使其在複合介面上發生劇烈變形而複合在一起。
目前絕大部分的鉚釘觸頭都採用冷壓焊的原理生產,即將兩種材料一起鐓粗,使其在複合介面上發生劇烈變形而複合在一起。國內生產複合鉚釘觸頭的冷鐓設備主要有兩種。通過分析可以發現,鉚釘觸頭成形所需要的線材直徑大小是由觸頭的釘腳直徑決定的,在這種情況下,觸頭產品頭部的銅料體積越大,所需要的銅料長度就越長,也就能獲得足夠的變形長度。然而觸頭頭部直徑是決定頭部銅料體積的主要因素,也就成為了影響頭部複層分佈的主要因素,因此觸頭頭部直徑與腳部直徑的比例關係對複層分佈狀況有較大影響。
多年的生產經驗表明,觸頭頭部直徑與腳部直徑之比為1.8~2.2較為理想。在這個範圍內,材料鐓粗變形充分,複層分佈均勻,結合強度良好,且單粒鎢銅合金消耗量相對較低。 為了保證鉚釘觸頭具有較好的外觀、複層分佈及結合強度等品質,可參考以下表格資料進行生產鉚釘觸頭。
鉚釘觸頭結構設計推薦值
| 結構比例關係 | 推薦值 | 鉚釘觸頭各部分結構示意圖 |
| 頭部直徑D與釘腳直徑d | D/d=1.8~2.2 | 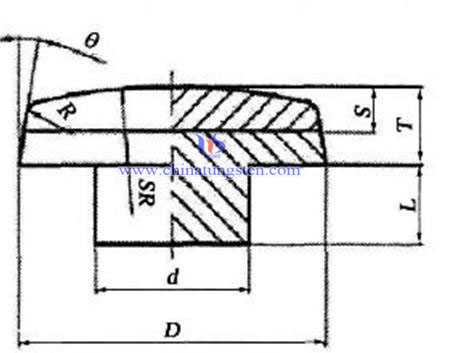 |
| 頭部厚度T與腳部長度L | T/L=0.4~0.7 | |
| 複層厚度S與頭部厚度T | S/T=0.35~0.5 | |
| 球面觸點SR與頭部直徑D | SR/D=1.6~3.0 | |
| 脫模角度A | A=0.8°~12° |
