タングステン銅複合リベット接点


簡単な紹介
リベット接点は、接点からの2種以上からなることを意味します。現在、リベット接点のほとんどは、複合インターフェース上で一緒に合成し、劇的な歪みを作るために一緒に来て二つの材料を動揺させる、冷間圧接の生産の原則を採用しています。
現在、リベット接点のほとんどは、複合インターフェース上で一緒に合成し、劇的な歪みを作るために一緒に来て二つの材料を動揺させる、冷間圧接の生産の原則を採用しています。主に2つの方法で複合リベット接触冷間圧造用機器の国内生産、。分析は、この場合、接触足爪の判定の直径によって必要な接触を形成するリベットワイヤの直径サイズを見つけることができるを通じて、大きな接触生成物ヘッド銅材料体積、銅材料の必要な長さより長い、また、十分な変形長さを取得することができるであろう。しかし、ヘッドの接触直径がヘッド銅材料の体積の主要な決定因子であり、クラッド層の直径との間の頭部と足直径比が分布を有するコンタクトので、層状の分布に影響を与える主な要因のヘッドとなっています大きな影響。
生産の経験年数は、2.2から1.8のコンタクトヘッドと足直径の直径の比が望ましいことを示しています。これに関連して、材料を十分に均質成層分布、強度と比較的低い一粒のタングステン銅合金消費の良い組み合わせのアプセット変形。 このような品質のような優れた外観、多層分布と接合強度を有するリベット接点を確保するために、生産リベット接点については、次の表のデータを参照してください。
リベット接点構造設計の推奨事項
| 構造比例関係 | 推奨値 | リベットコンタクトの各部分の概略図 |
| 頭部直径Dと爪フット直径d | D/d=1.8~2.2 | 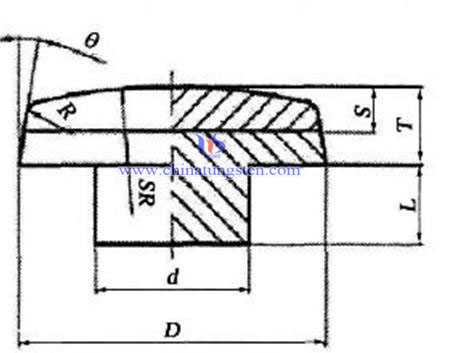 |
| ヘッド脚長Lと厚さT | T/L=0.4~0.7 | |
| ヘッドT Sの積層厚さと厚さ | S/T=0.35~0.5 | |
| 頭部直径DとSR球面接触 | SR/D=1.6~3.0 | |
| 抜き勾配A | A=0.8°~12° |
