钨铜复合铆钉触头


简介
复合铆钉触头是指由两种或者两种以上的材料组合而成的触头。目前绝大部分的铆钉触头都采用冷压焊的原理生产,即将两种材料一起镦粗,使其在复合界面上发生剧烈变形而复合在一起。
目前绝大部分的铆钉触头都采用冷压焊的原理生产,即将两种材料一起镦粗,使其在复合界面上发生剧烈变形而复合在一起。国内生产复合铆钉触头的冷镦设备主要有两种。通过分析可以发现,铆钉触头成形所需要的线材直径大小是由触头的钉脚直径决定的,在这种情况下,触头产品头部的铜料体积越大,所需要的铜料长度就越长,也就能获得足够的变形长度。然而触头头部直径是决定头部铜料体积的主要因素,也就成为了影响头部复层分布的主要因素,因此触头头部直径与脚部直径的比例关系对复层分布状况有较大影响。
多年的生产经验表明,触头头部直径与脚部直径之比为1.8~2.2较为理想。在这个范围内,材料镦粗变形充分,复层分布均匀,结合强度良好,且单粒钨铜合金消耗量相对较低。 为了保证铆钉触头具有较好的外观、复层分布及结合强度等品质,可参考以下表格数据进行生产铆钉触头。
铆钉触头结构设计推荐值
| 结构比例关系 | 推荐值 | 铆钉触头各部分结构示意图 |
| 头部直径D与钉脚直径d | D/d=1.8~2.2 | 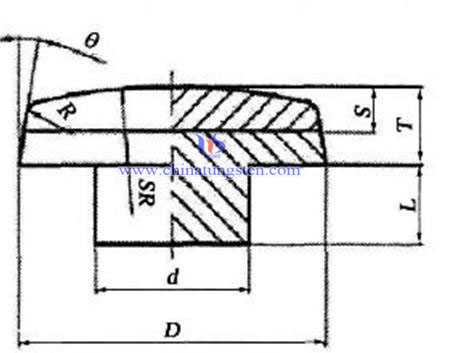 |
| 头部厚度T与脚部长度L | T/L=0.4~0.7 | |
| 复层厚度S与头部厚度T | S/T=0.35~0.5 | |
| 球面触点SR与头部直径D | SR/D=1.6~3.0 | |
| 脱模角度A | A=0.8°~12° |
